Capacità tecnologiche
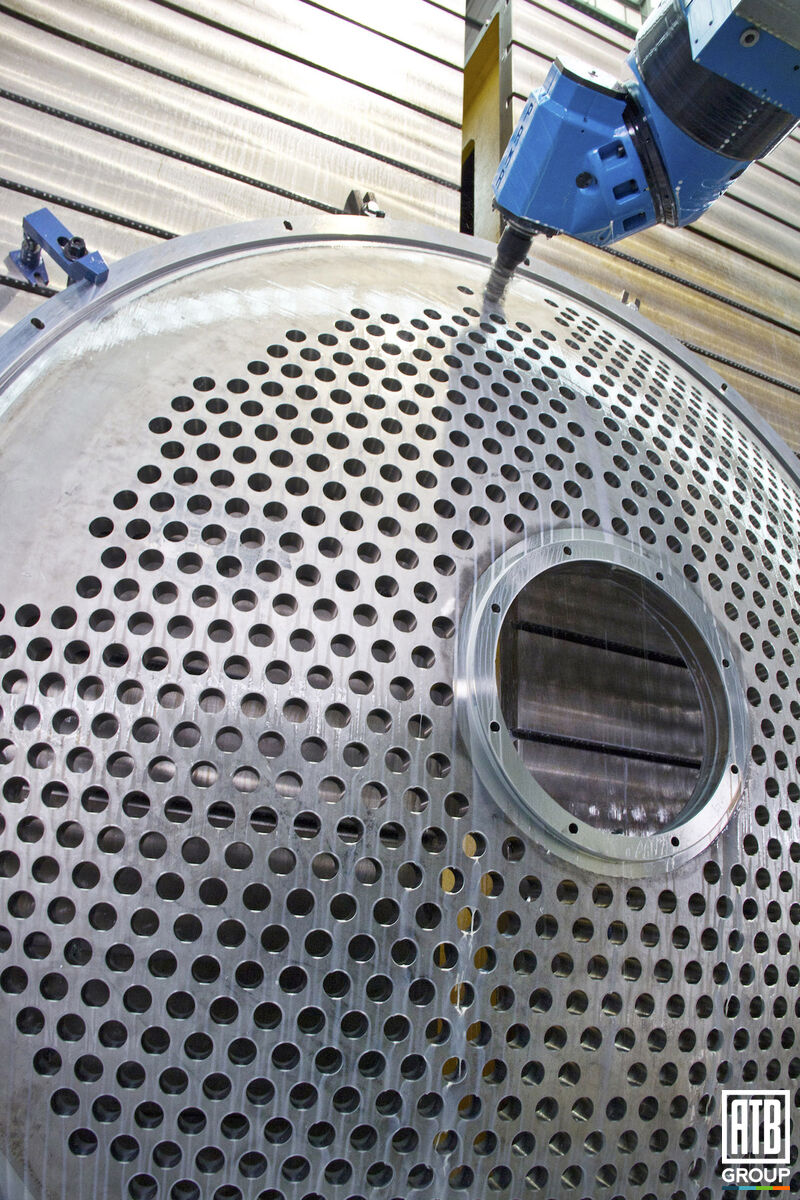
Ciascuna officina è completamente equipaggiata con un elenco completo di apparecchiature moderne per saldatura, placcatura, lavorazione, levigatura e formatura. Questo fa di ATB Riva Calzoni una della aziende meglio attrezzate sul mercato internazionale.