Technological capabilities
Each workshop is fully equipped with a comprehensive list of modern equipment for welding, cladding, machining, rolling and forming. This makes ATB Group one of the best-equipped companies in the international market.
The importance of ATB Group's welding activities is reflected in the following figures:
ATB Group’s experience includes:
Our workshops are organized with segregated areas dedicated to store materials and preparing them for the production process. Entrances and exits are carefully controlled. Materials are preheated to keep away hydrogen content. Welding Process Qualification coupons are welded in the presence of Welding Engineers and Inspection Agencies, if required.
ATB Group strives to lead technological developments to allow for rapid and flexible fabrication of new products to satisfy the clients’ demands. To achieve this, the following strategies are continuously pursued:
In Roncadelle workshop, modern equipment has been used to manufacture the widest range of large and heavy welded constructions. This necessary development has been managed internally in partnership with several international technology leaders. Find the main automatic equipment listed below.
Welding:
Eight (8) furnaces are used for various fabrication stages: head forming, pre-bending, high temperature rolling, and fabrication heat treatments.
Handling:
ATB Group is able to manage deliveries of equipment that can reach a total weight of 1,200 tons.
ATB Group’s quality control group ensures the international standards of services are implemented:
ATB Group has its own laboratory, fully equipped with all devices necessary for most of the Destructive and Chemical Tests required to evaluate qualification of the manufacturing processes.
The Laboratory is equipped with the most updated testing facilities to evaluate the properties of materials. The typical tests are mechanical tests at room and service temperatures, corrosion test, and chemical wet analysis and atomic absorption spectrometry.
The main mechanical tests can be provided: tensile test, impact test, Pellini test, and hardness test can be conducted under the most severe testing conditions (room temperature, cryogenic conditions, hot tensile test, etc.). The laboratory is also fully independent in terms of machining and preparation of specimens under the most severe heat treatment cycle. All test machines are calibrated and certified by a SIT certified body (Italian referenced calibration authorized body) and ASME, where needed.
The chemical testing hall is equipped with automatic specimen preparation machines, corrosion testing, and chemical etching for wet analysis. Microscope analysis with up to 300,000 magnifications by SEM including atomic absorption wet chemical analysis is also available.
The laboratory is also equipped with a spectrometer and a quantimeter for element composition analysis:
Furthermore, the fabrication activities are supported and guaranteed by the most updated Non-Destructive Testing (NDT) techniques including radiographic testing with linear accelerators and recordable ultrasonic testing with TOFD and Phased Array technology.
The company is equipped with two linear accelerators with 6 and 9 MeV shooting powers suitable to X-rays up to 400 mm thick.
Our skilled technicians can carry out any type of Ultrasonic Testing (UT) procedure including special high sensitivity conventional UT procedures, in-house recordable UT devices with TOFD and Phased Array techniques have been implemented in the last few years.
ATB Group has the capability to manufacture high thickness reactors from both rolled plates and forged ring technology.
We operate one of the most powerful rolling machines capable of rolling, in metallurgical cold conditions, plates up to 300 mm thick with a maximum plate width of 4,000 mm. All facilities to perform the rolling of high thickness plates are located close to the rolling machine in order to facilitate operations such as handling. The machines' layout has been arranged in such a way that pre-bending, oxy-cutting, beveling, preparation for rolling, preheating and rolling can be performed in a short time and in a controlled manner.
The above feature provides various engineering companies and end users with higher manufacturing flexibility, which is a great advantage over the traditional manufacturing practice.
In close association with the fabrication of pressure vessels, ATB Group has also developed a Head Forming Department which acts as an independent sales unit in the international market. The main press capacity is 3,000 tons.
The forming facility is one of the most adequately-equipped in Europe in terms of power capacity. This allows forming both hemispherical and elliptical heads in a single piece or in petals, depending on the diameter.
All these activities are relevant to hot forming including the relevant quality heat treatment:
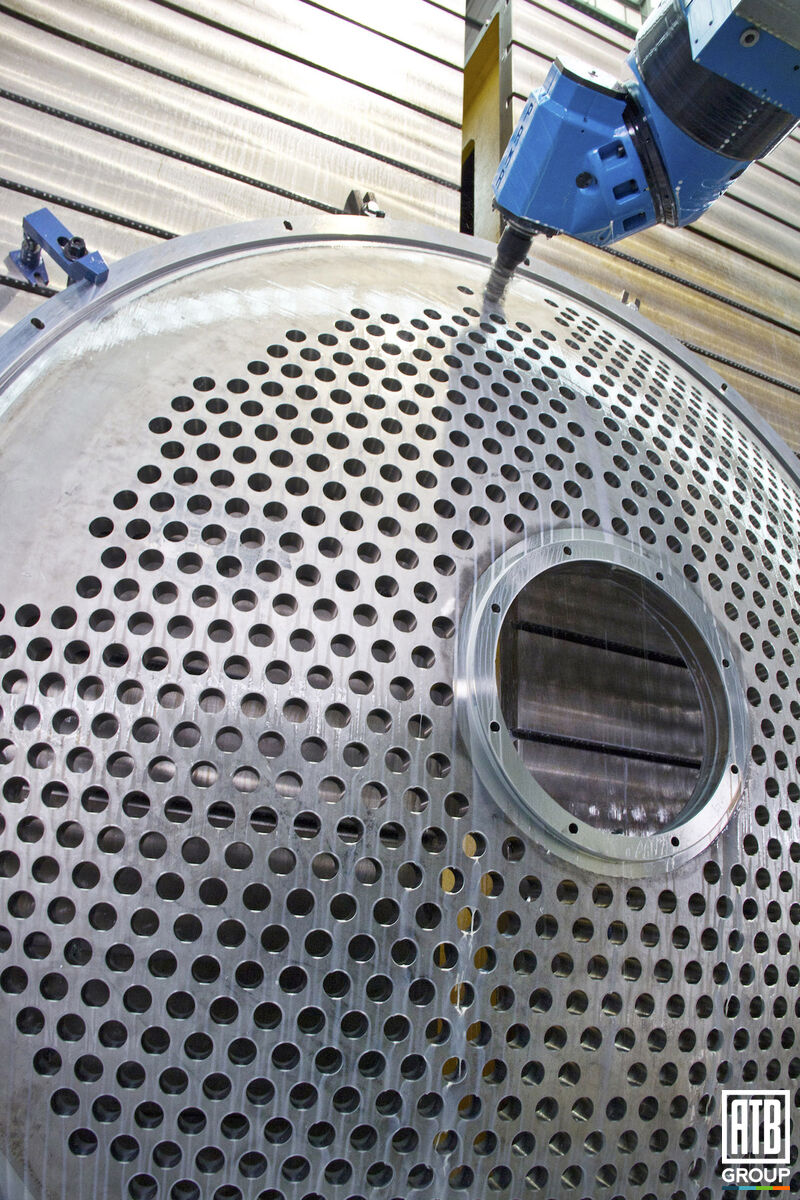
In connection with the fabrication of pressure vessels and hydromechanical components, ATB Group has also developed a Machining Department, well equipped for working on large and heavy components.
All the machines are either brand-new or newly revamped.The machines are equipped with highly automated CNC machining and all the turning centers are CAD/ CAM operated.
Thanks to its decades-long experience, highly skilled personnel and high-end facilities, ATB Group is now prepared for any challenging machining task.
The machining workshop is located in Roncadelle with the following features: 25 m wide, 132 m long, 12 m high under hook, with up to 215 tons of lifting capacity.
The workshop is equipped with the following main tool machines:
Due to our close relationship with engineering companies, process licensors, and main material suppliers, ATB Group has actively participated in research programs dedicated to welding technologies and continuous upgrading of welding procedures in line with the latest material requirements.
Main references: