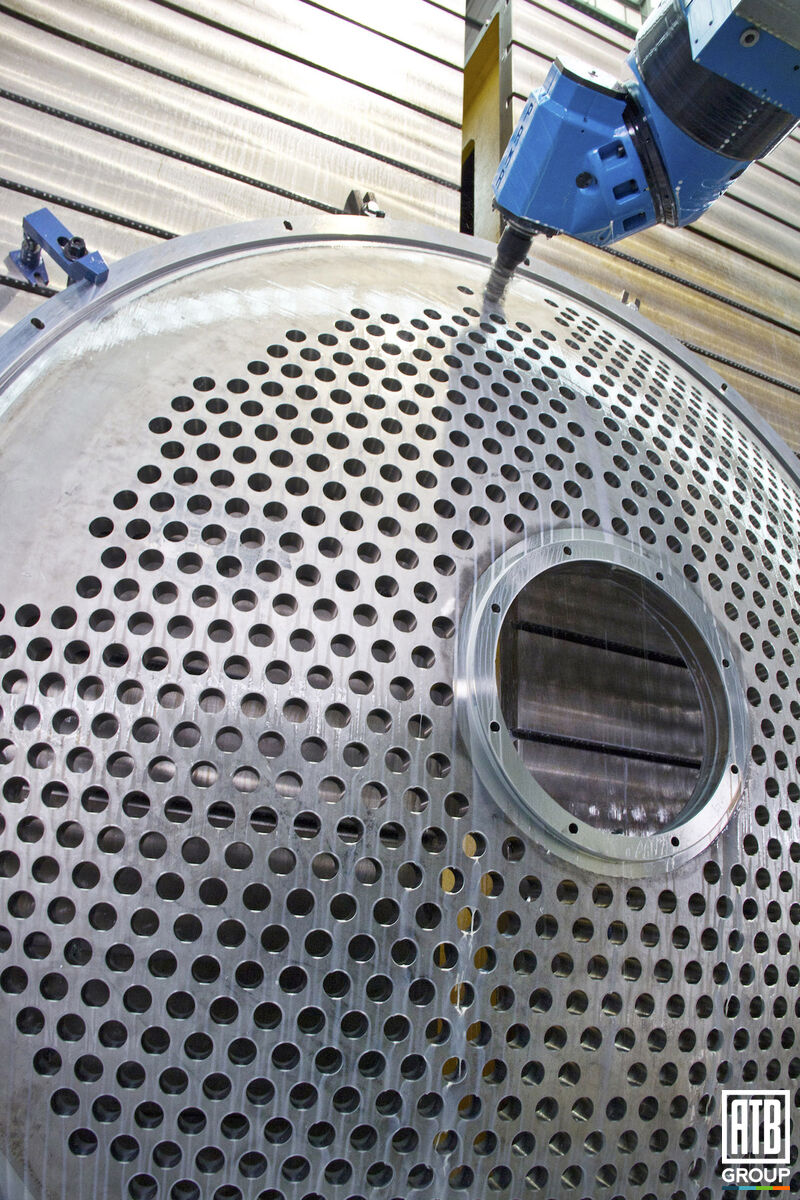
Capacidades tecnológicas
Cada taller está totalmente equipado con una lista completa de equipos modernos de soldadura, enchapado, mecanizado, lijado y conformado. Esto convierte a ATB Group en una de las empresas mejor equipadas del mercado internacional.